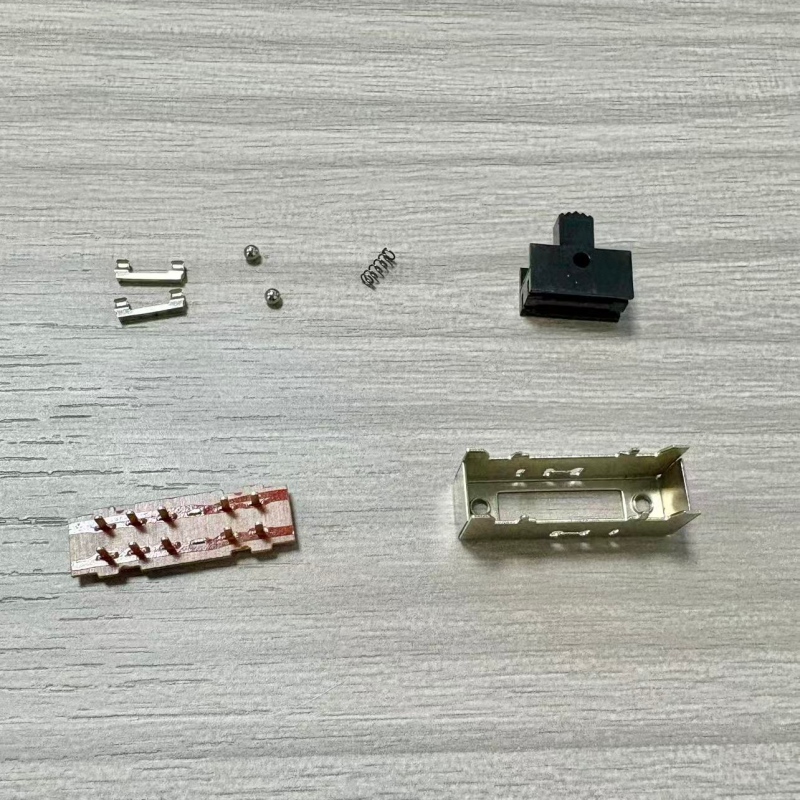
Phot Обобщава резултатите от измерванията на геометрията на зоната на револви, топлоефективност и ефективност на топене, характеризираща процеса на нанасяне на повърхността, прилаган към отливки на NM N09 кобалт сплав. Процесът на револви е проведен с използването на метода на GTAW (газов волфрамов заваряване) в защитната атмосфера на хелий, при интензитета на електрическата ток в диапазона от 100 A до 300 A и скоростта на сканиране на електрическата скана в диапазона от 200 mmnmin до 800 mmnmin. Определя се ефектът от текущата интензивност и скорост на сканиране на електрически дъгове върху геометрични параметри на запети, топлинна ефективност и ефективност на топене, характеризиращи процеса на рецептиране. Ключови думи: Mar Onm509 сплав, повърхност на повърхността, геометрията на реварса, термична ефективност, ефективност на топене \\ t \\ sn \\ _ \\ t PHN \\ _ \\ _ \\ _ \\ _ \\ _ \\ t Това е вярно, особено с позоваването на промишлеността на въздухоплавателното средство, където N101; Обхватът на приложение за такива материали е най-широк [1, 2]. N \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ Методи, позволяващи подобряване на свойствата на сервизните отливки на кобалт [3, 4]. N \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ За тази цел може да се използва техниката на зареждащата повърхност на повърхността. Използвайки за тази цел такъв висококачествен източници на топлина като лазерен лъч, електронен лъч или електрически плазмен поток, позволява да се задържи повърхността на леене, последвано от бързото втвърдяване. В резултат на това възниква усъвършенстване на микроструктурата и подобряване на сервизните свойства на отливките [5-9]. Подобряване на повърхността на отливките с използването на концентриран топлинен поток изисква знание относно количеството топлина, прихващаща от леене в хода на нагряване, тъй като параметърът има решаващ ефект върху геометрията на зоната на залепване, скорост на засилване иnmicrструктура. Целта на изследването е да се определи ефектът на технологичните параметри, характеризиращи процеса на натоварване на повърхността, извършен с използването на GTAW метод върху геометрията на остатъците, топлинната ефективност и ефективността на топене, когато се прилагат за отливки от кобалт на Mar Onm509. \\ Tn \\ _ \\ _ \\ t N \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ t Топи се извършват в вакуумната пещ на Balzers. Формите бяха подготвени с използването на метода на леене на инвестиции. Химичен състав на MAR \\ t TA, 0.34% ZR, 0.01% B, почивка Co.npnplate Отливки на сплавната сплав са повърхностниnremelted със средно GTAW метод с използване на Faltig 315 AC NDC заваряване машина. \\ T Използват се интензитет на електрически ток I 100, 150, 200, 250 и 300 a. Използваните скорости на сканиране на електрически дъга бяха VS \\ t 400, 600 и 800 mm. В атмосферата на хелий бяха проведени остатъци. Използван е волфрамов електрод с диаметър Ø 3,0 mm, при електрическа дъгова дължина 3.0 mm. Оценка на количеството топлина, прихванат от леярния образец, се извършва с използването на набор за калориметрични тестове [10]. \\ T \\ _ \\ _ \\ _ \\ t Термична ефективност и ефективност на топене \\ t \\ _n \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ tn101; NKnk е количеството топлина, прихванат от нагрявания материал, определя се експериментално с използването на калориметър (J),n нямаn \\ _ \\ t Напрежение (v),n \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ t време (и) за сканиране. N \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ даденnnn \\ _ \\ _ \\ _ \\ _ \\ _ \\ t Vn е обемът на рема (mm3); Qhn \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ QT специфична топлина на сливане (jng), cpnn \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ _ \\ tn \\ _ \\ _ \\ _ \\ t


































 Потребителски вход
Потребителски вход