Категории
български
|
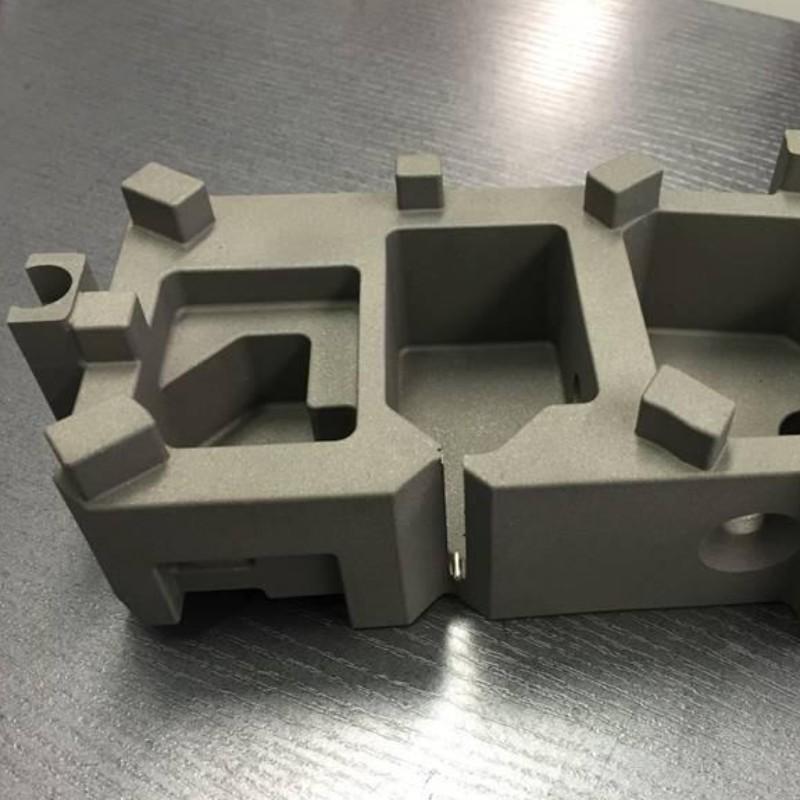
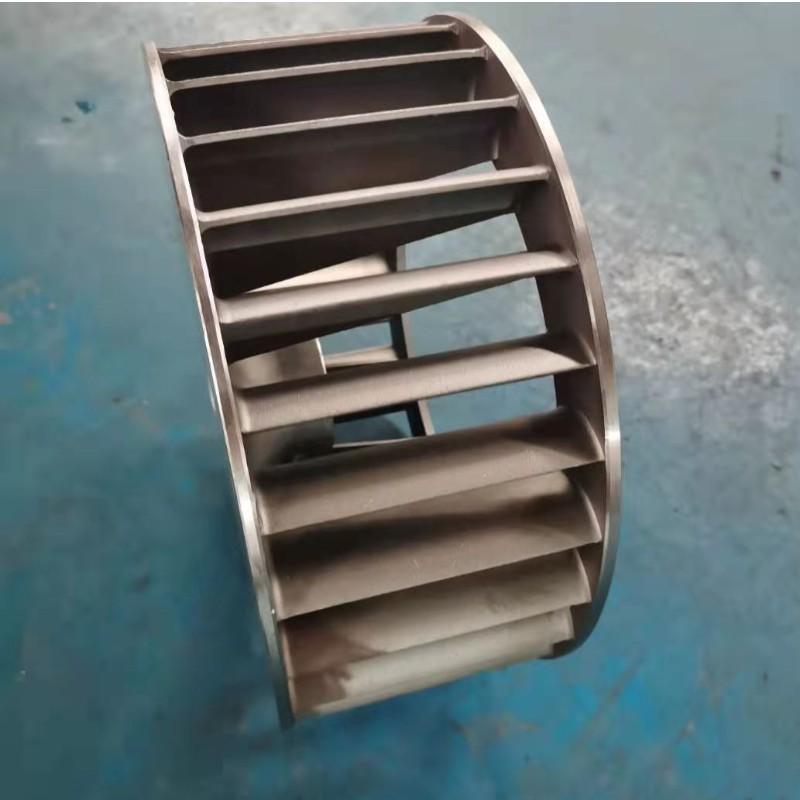
Инвестиционно леене Разработването на нови Блейд сплави за постигане на висока температура изисква паралелно развитие в преработката на сплави.Преди 40-те години на XX век газотурбинните двигатели са били железни сплави чрез студена обработка.През 40-те и 50-те години на миналия век инвестиционното леене и топенето на вакуума са били въведени за производство на моторни остриета.През 70-те години на миналия век процесът на насочване на втвърдяване (DS) е бил измислен и е направил голям напредък в топлинната способност на остриетата.Границите на зърното бяха значително понижени и на кристали са всички са подредени в посока на центробежно натоварване.Въз основа на процеса на леене на DS, еднокристал (SX) Остриетата са експлоатирани, които са свободни от високи ъглови граници на зърното и следователно значително увеличават точката на топене на турбинните остриета.До днес, всички модерни двигатели на Трент имат единични кристали. В наши дни турбинните лопати са проектирани с сложни геометрии и сложни канали, които позволяват по-студен въздушен поток в рамките на и заедно от остриета по операция. Следователно, турбина компоненти са обикновено произведено чрез инвестиционно леене.
Процесът на инвестиционно леене (наричан още „отливане на изгубен восък“) включва следните стъпки:
1.Модел на компонента на отливката се приготвя чрез инжектиране на разтопен восък в метален калъп.Ако е необходимо (например за охлаждане на тръбопроводи в турбинни остриета), керамичните ядра могат да бъдат предварително смесвани в плесента, за да бъдат заплетени кухини за отливките.Восъчните модели могат да се сглобят в купове, за да могат да се произвеждат няколко остриета в едно отливане.
Второ.След това восъчната плесен се потапя. в керамична суспензия, състояща се от свързващи вещества и смеси от циркон (ZrSiO4), алумин (Al2O3) и силициев диоксид (SiO2), последвани от струкулиране с по-големи частици от горепосочените материали.Този процес трябва да се повтаря няколко пъти, докато дебелината на обвивката е достатъчно дебела, за да издържи на механичния удар при получаването на разтопен метал.
Три.След построяването на обвивката восъкът се отстранява в автоклав или пещ.
4.След това керамичната форма се запалва при висока температура, за да се повиши якостта и да се подготви за получаването на разтопената свръхсплав.
Пет.Когато отливането е завършено, инвестиционните черупки се свалят, а керамичните ядра се извличат чрез автоклав с високо налягане чрез химически средства.

Фирма Телефон: +86 021-5995 8756
Е-мейл: Свържете се с нас
Мобилен телефон: +86 17717022732
уебсайт: condlycasting.bulb2b.com
адрес: Building 5, No.2800 Caoxin Highway, Xuxing Town, Jiading District, Shanghai

































 Потребителски вход
Потребителски вход